

Před několika lety byla metoda matrix capture (FMC), společně s metodou totálního cílení (TFM) vnímána jako zcela revoluční technologie v odvětví nedestruktivního testování (NDT), která bude optimalizovat časy a výsledky inspekcí zásadním způsobem. V průběhu let však vyšla najevo některá omezení a výzvy, zejména v případě aplikací kontroly svaru. NDT inspektor tak musí činit zásadní rozhodnutí, výběrem vhodné sondy až po kalibraci přístroje, aby vytvořil optimalizovanou inspekční strategii, která odpovídá aktuálnímu regulačnímu kódu ASME.
V době vzniku tohoto článku je jediným průmyslovým normativním dokumentem v oblasti nedestruktivního testování (NDT), který obsahuje předpisy platné pro FMC nebo TFM, kód ASME pro kotle a tlakové nádoby (BPVC od Kód kotle a tlakové nádoby). Oddíl V, článek 4 (2019) [Oddíl V, článek 4 (2019)] obsahuje následující dodatky:
- Povinný dodatek XI: Full Matrix Capture (FMC) [Povinný dodatek XI Full Matrix Capture (FMC)]
- Nepovinný dodatek F: Analýza svaru pomocí Full Matrix Capture [Nepovinný dodatek F Vyšetření svarů pomocí Full Matrix Capture (FMC)]
- Zvláštní požadavky na zaměstnance a pokyny ke školení v oddíle V, článku 1 [odst. V, článek 1]
Čtyři základní předpoklady pro vytvoření strategie TFM věnované kontrole svarů, aby byly v souladu s tímto předpisem:
1. Výběr vhodné sondy
V případě konvenčních víceprvkových ultrazvukových (Phased Array) testů je výběr sondy zásadní pro úspěšnou kontrolu. Protože TFM se řídí stejnými fyzikálními principy jako technika PA, je výběr sondy stejně důležitý.
Výkon konkrétní sondy závisí na kombinaci následujících charakteristik:
- Počet prvků
- Emise / šířka prvků
- Frekvence / vlnová délka
Inspektoři tak musí nalézt nejlepší kombinaci těchto charakteristik, aby vyhovovala typu aplikace, charakteristikám součásti, která má být zkontrolována, a oblasti zájmu uvedené součásti. Například velká clona (emise prvku vynásobená počtem prvků) v kombinaci s vysokou frekvencí má tendenci produkovat lepší zaostření v hlubší poloze v části, zatímco menší clona v kombinaci s nižší frekvencí má tendenci produkovat lepší zaměření v blízký povrch.
Inspekcí TFM se získá několik sad vln (sady paprsků seskupených podle jejich způsobů šíření), takže je nemožné vizualizovat dopad těchto parametrů na každý z nich bez vhodného modelovacího nástroje. Nástroj Mapa akustického vlivu (AIM) detektoru OmniScan ™ X3 umožňuje porovnat pokrytí citlivosti v oblasti zájmu mezi různými sondami, s přihlédnutím k rychlosti materiálu a typu vady / vady a její orientaci.
Následující obrázky ukazují příklad toho, jak lze nástroj AIM použít jako vodítko při výběru sondy pro kontrolu FMC / TFM. Pokrytí citlivosti AIM je poskytováno pro čtyři modely sond. Dále sada vln (2T), rychlost vstupního materiálu a typ defektu (sférický) představují stejné hodnoty ve čtyřech mapách.
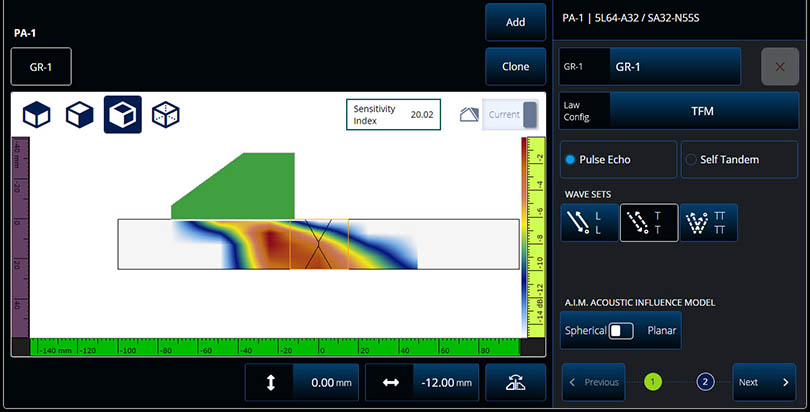
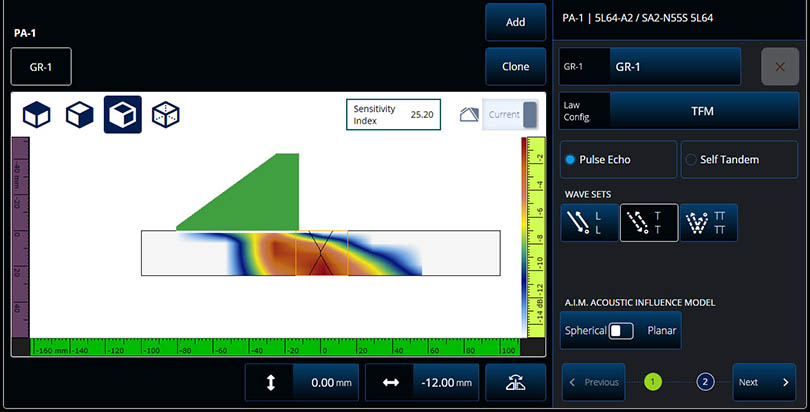
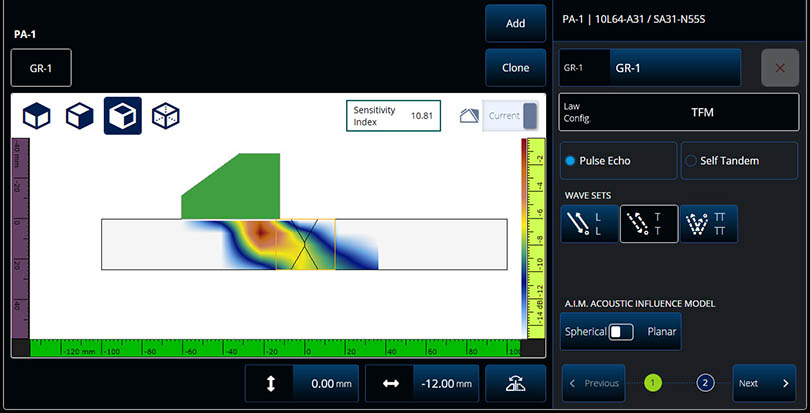
Je důležité mít znalosti pro správnou interpretaci úrovně citlivosti představované barevným kódováním, protože to je relativní k maximální amplitudě očekávané na každé mapě. Z tohoto důvodu je poskytováno čtení „Indexu citlivosti“.
Porovnání čtyř modelů AIM naznačuje, že emise a frekvence mají významný vliv na výslednou mapu citlivosti. V příkladu čtyř sond poskytují pouze dvě sondy – 5L64-A32 a 5L64-A2 – správné pokrytí v oblasti zájmu (ROI) v režimu TT. Nejlepší možností je v tomto případě druhý model kvůli vyššímu čtení indexu citlivosti (25,20 oproti 20,02), což naznačuje vyšší úroveň decibelů pro červené vlny, které pokrývají oblast zájmu (ROI).
2. Optimalizujte plán skenování pomocí modelovacího nástroje
Optimalizovaný plán skenování je klíčem k úspěšné inspekční strategii. Kód ASME vyžaduje, aby plán skenování FMC / TFM popisoval minimálně pokrytí kontrolního objemu a geometrii svarových spojů; Rovněž by měl zahrnovat použité sady vln, informace o hustotě mřížky a vzor skenování (offset skenování a indexu, nulový referenční bod a požadovaný počet řádků skenování).
Výběr optimální sady vln, s přihlédnutím ke schopnosti zaostření sondy, geometrii součásti a typu a orientaci očekávaných defektů, je jednou z největších výzev, kterým inspektor čelí při nastavování inspekce TFM.
Nástroj AIM v detektoru chyb OmniScan X3 bere všechny tyto parametry v úvahu při odhadu pokrytí citlivosti, což usnadňuje výběr správné vlnové sady a offsetu indexu.
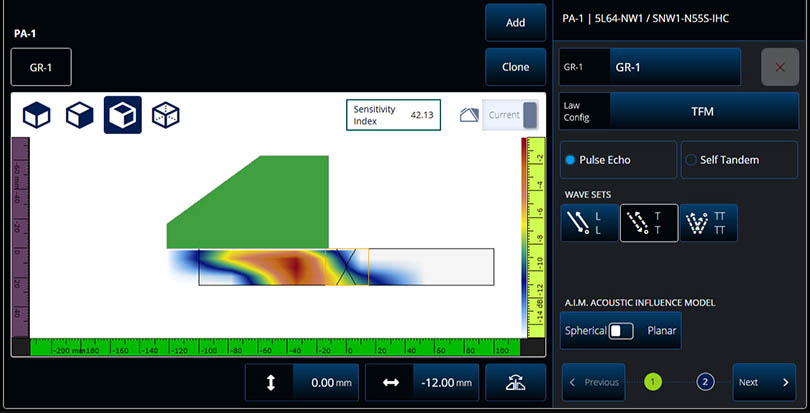
Čtyři snímky obrazovky níže ukazují mapy citlivosti AIM pro vlnové sady v režimu šíření pulsní echo (pulzní echo) [2T a 4T] a dvě sady vln v režimu autotandemového šíření (3T a 5T):
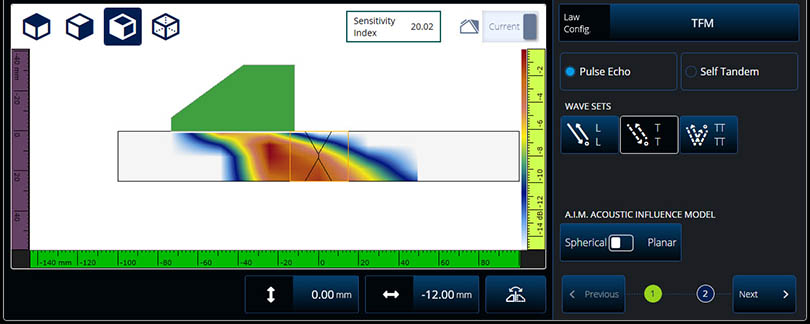
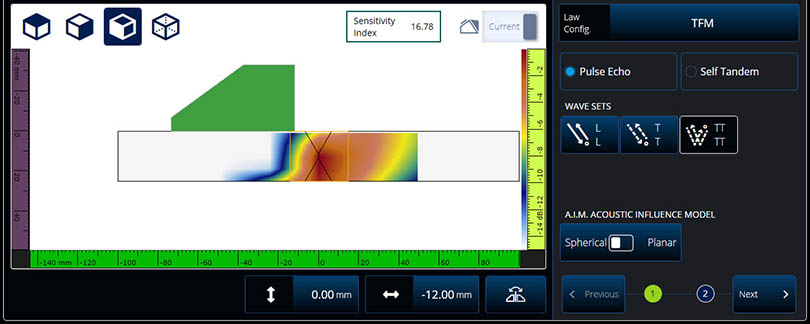
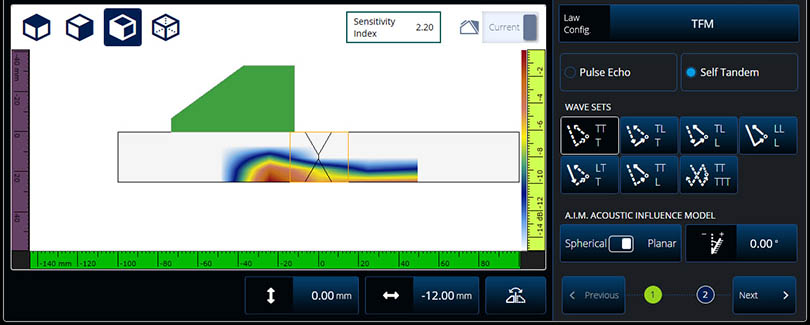
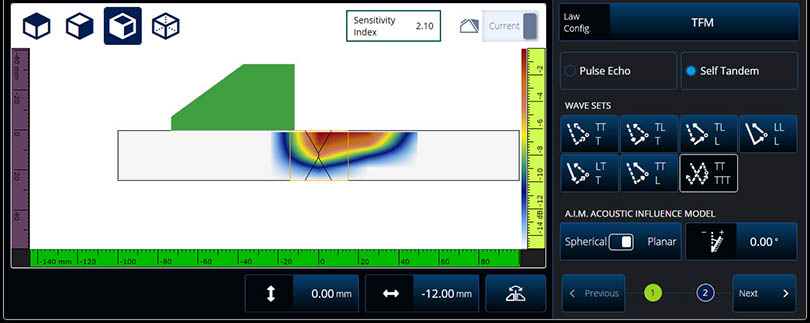
V případě režimů pulzního echa (P / E) [2T a 4T] je typ defektu stanoven na sférický, zatímco v autotandemových režimech (3T a 5T) je určen na rovinu při 0 °. Tyto čtyři režimy představují dobrou kombinaci pro nastavení více skupin. Sondou používanou pro čtyři režimy je model 5L64 A32, namontovaný na podrážce (botě) SA32-N55S, jejíž umístění je určeno ve vzdálenosti –12 mm od osy dvojitého V svaru na desce . 25 mm uhlíková ocel
3. Software s amplitudovou věrností a výkonnými obálkovými algoritmy
Amplitude Fidelity (AF): Měření (dB) maximální změny amplitudy indikace způsobené rozlišením mřížky TFM. Amplitudová věrnost primárně závisí na frekvenci sondy a šířce pásma, rozlišení mřížky a použité obálce.
V souladu s regulačním předpisem nesmí přesnost amplitudy překročit 2 dB. Pokud je tolerance překročena, může inspektor zvýšit rozlišení, zmenšit velikost oblasti nebo zvýšit frekvenci sondy, dokud nesplní regulační požadavky.
OmniScan X3 zobrazuje hodnotu AF odpovídající nejvyššímu měření na všech osách mřížky (horizontální, vertikální a šíření), nejen na vodorovné ose. U svařovacích aplikací je nejdůležitější osa šíření.
Je důležité vědět, že jak teoretická (vypočítaná), tak praktická ověření jsou v souladu s normativním kódem.
Obálka TFM se získá výpočtem normu dvou různých TFM reprezentace; první s využitím získaných standardních dat FMC a druhý s využitím Hilbertovy transformace FMC. Obálka odstraňuje oscilace signálu v obrazu, což zvyšuje sílu měření maximální amplitudy a zase zvyšuje spolehlivost dimenzování. Neztrácejí se žádné informace, zpracovává se pouze signál.
Aktivace obálky TFM poskytuje:
- Snadnější dimenzování pro metody dimenzování založené na amplitudě (např. 6 dB metoda rozpadu).
- Lepší věrnost amplitudy pro stejné rozlišení mřížky.
- Vyšší pořizovací frekvence pro stejnou spolehlivost amplitudy.
Další informace o funkci obálky TFM se doporučuje následující: „ Použití metody úplného zaostření s funkcí obálky“.
4. Možnost konfigurace více skupin
Nastavení shody s předpisy vyžaduje strukturu více skupin ze dvou důvodů:
- Normativní kód stanoví, že přímé trajektorie, jako jsou dráhy 2T nebo 2L, nejsou vhodné pro úplné objemové pokrytí.
- V procesu kalibrace vyžaduje ověření cesty detekci celého rozsahu štěrbiny přes zeď. Trajektorie reprezentací použitých během kalibrace musí být stejné jako trajektorie pro kontrolu.
Inspektoři se zkušenostmi s testováním PA se pokusili dosáhnout výsledků srovnatelných se standardním skenováním sektoru pomocí jediné skupiny s 2T vlnovou sadou a zdvojnásobením tloušťky dílu v parametrech stroje. Tento postup se však v současné době nedoporučuje, protože tato konfigurace s jedinou vlnou nedokáže detekovat plný rozsah drážky skrz stěnu měřicího bloku, což je nezbytné pro splnění požadavku na ověření cesty.
Pro splnění požadavků regulačních kódů je vyžadována konfigurace pro více skupin, která zahrnuje sestavy s vlastními tandemovými vlnami, jako jsou 3T a 5T. S defektoskopem OmniScan X3 lze konfigurovat a provozovat až čtyři skupiny, aniž by to ovlivnilo přesnost amplitudy nebo kvalitu rozlišení.
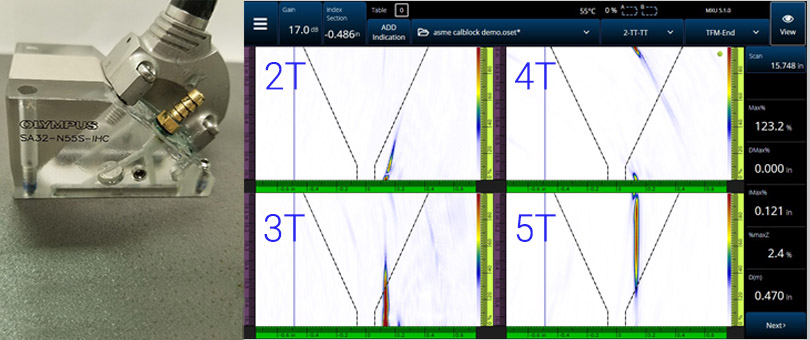
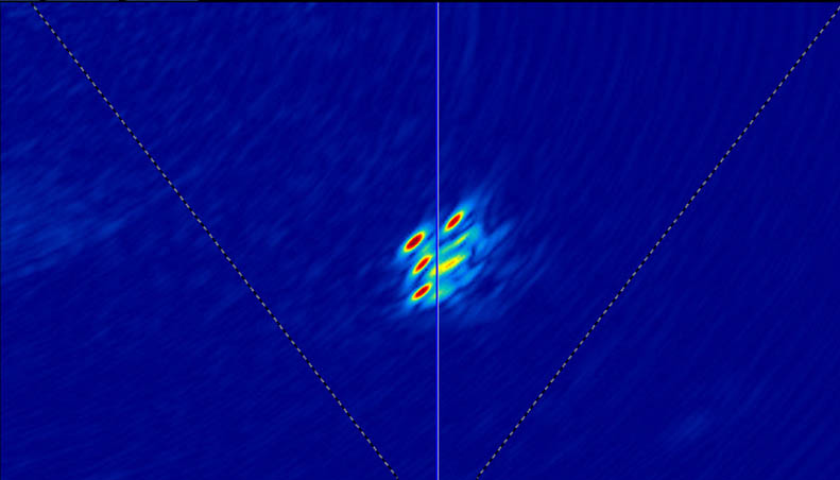
Nahoře (nahoře) můžete vidět fotografii nastavení pomocí sondy 5L64-A32 umístěné v kalibračním bloku směrem ke slotu skrz zeď. Obrázky vpravo jsou snímky obrazovky, které jsou výsledkem konečných zobrazení nastavení pro více skupin. Ty jasně ukazují, že úplné prodloužení slotu je detekováno autotandemovými režimy 3T a 5T. Obrázek a data jsou s laskavým svolením K. Shane Waltona (University of Ultrasonics).
Tipy pro optimální kalibraci:
- Stejně jako u standardního testování fázovým polem může kontrola TFM silných komponent vyžadovat více skenů s různými posuny indexu, aby bylo zajištěno úplné pokrytí objemu svaru. V těchto případech by měla být kontrola cesty provedena pomocí stejných offsetů indexu (těch, které byly použity pro konečné skenování) a měla by prokázat, že byl detekován plný rozsah drážky skrz zeď.
- Tloušťka kalibračního bloku: nejlepších výsledků se dosáhne, když tloušťka kalibračního bloku není větší než ± 5% tloušťky kontrolovaného dílu.
Autor: Daly Souissi, Olympus


