


Svařování kritických komponentů, mezi které bezesporu vyhrazené technické zařízení spadají, nelze podceňovat ani z pohledu volby správného ochranného plynu, ani z pohledu technologie či přídavného materiálu. Společnost Linde Gas se dlouhodobě věnuje možnostem zlepšení ve všech těchto oblastech v rámci svých vývojových center a aktivně tak napomáhat svým zákazníkům možností technických konzultací prostřednictvím týmu zkušených aplikačních inženýrů a techniků.
Ing. David Žáček, Ph.D.
Vedoucí segmentu svařování a řezání
Aplikační tým společnosti Linde gas a.s.
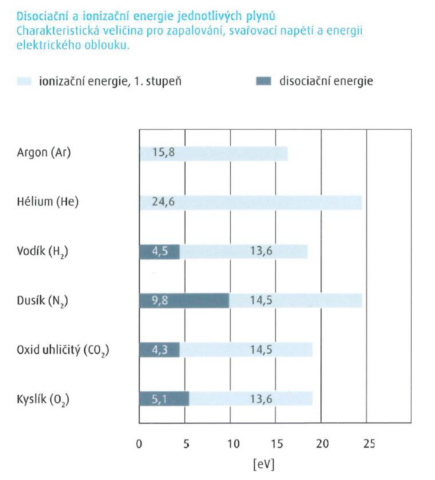
Pokud se zaměříme na oblast plynů, tak se v současnosti vývoj svařovacích, a případně formovacích plynů, stále častěji posouvá ke kombinaci dvou a více komponentních směsí. Jednotlivé vlastnosti plynů jsou pro formaci svarového spoje klíčové, zejména pak tepelná vodivost a reakční teplo jak je uvedeno na obrázku č. 1.
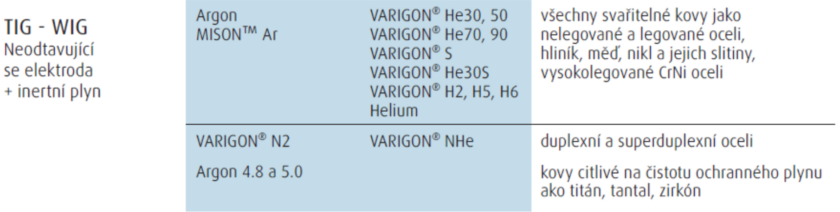
V počáteční fázi je rovněž třeba posoudit možnou žádoucí, nebo nežádoucí reakci se svařovaným materiálem. Pro svařování neželezných materiálů jako je hliník, měď, případně nerezové oceli, metodou TIG (Tungsten Inert Gas), již název samotné metody napovídá, že se bude jednat výhradně o využití skupiny inertních plynů. Je to pochopitelné, ze samotné podstaty procesu, kde by přítomnost vyššího obsahu reaktivních plynů, jako je kyslík nebo oxid uhličitý, mělo za následek „shoření“ wolframové elektrody. Nicméně, právě ve výzkumu vlivu reaktivních plynů na zvýšení teploty svarové lázně a stabilitu hoření elektrického oblouku, bylo zjištěno, že pokud limitujeme obsah reaktivních plynů na specifické řády stovek ppm (parts per milion), lze dosáhnout zlepšení procesu svařování vlivem správné volby směsi svařovacího plynu. Použití vodíku pro metodu TIG je rovněž hojně využíváno ke zlepšení kvality svarových spojů. Dusík, rozšiřující oblast austenitu, je využíván ve směsi s argonem pro svařování duplexních ocelí. Tyto produkty jsou součástí portfolia společnosti Linde Gas dle obrázku č. 2.
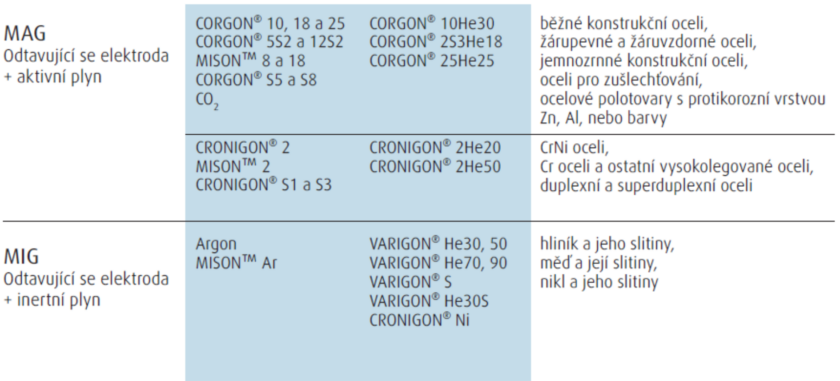
Pro svařování nerezových ocelí v metodě MAG (Material Active Gas), je třeba k dané problematice
přistupovat z pohledu tepelné vodivosti základního materiálu, který je přibližně třetinový v porovnání
z nelegovanými typy uhlíkových ocelí. Zvýšením obsahu reaktivního plynu by docházelo k vysoké
akumulaci tepla ve svarovém kovu, zejména na povrchu svarové lázně. Proto je podíl aktivních plynů
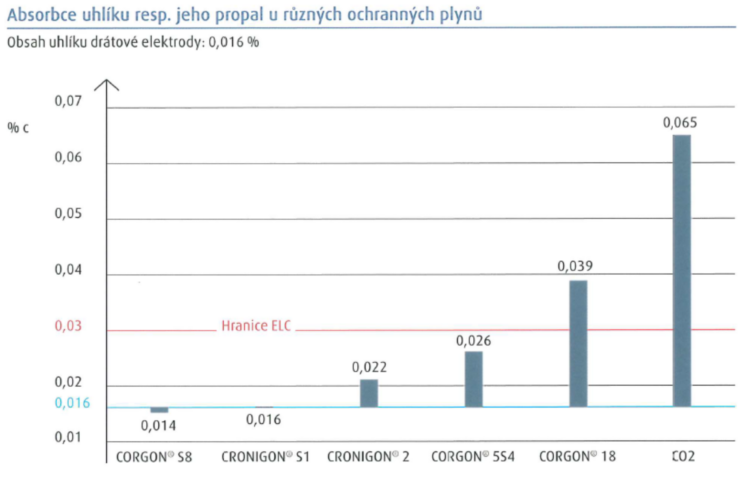
limitován do 3 %, vždy však s ohledem na konkrétní typ svařované nerezové oceli. Oxidační schopnost
oxidu uhličitého je nižší v porovnání s kyslíkem, proto je pro většinu svařovaných nerezových ocelí
využíván právě oxid uhličitý. Úroveň obsahu reaktivních plynů ve směsi rovněž volena s ohledem na
tzv. ELC (Extra Low Carbon) oceli, kde by obsah uhlíku neměl být překročen nad 0,03% ani ve svarovém
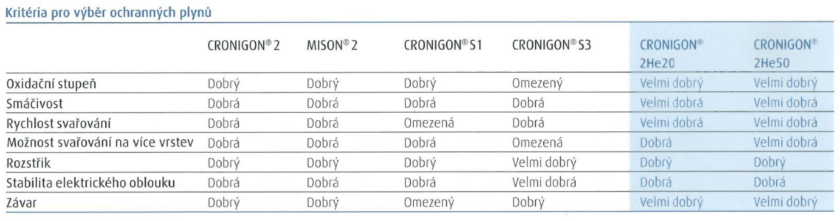
kovu. Tendence vlivu plynu na obsah uhlíku je uveden na obrázku č. 3. Optimální plyny pro svařování
nerezových ocelí metodou MAG na obrázku č. 4.
Svařování hliníku a hliníkových slitin je v současnosti velmi složité téma, zejména v kontextu krize
dostupnosti helia. Směs argonu a helia je využíváno nejen pro svařování hliníku a hliníkových slitin, ale
je velmi často využíváno také ke zvýšení rychlosti svařování a tím pádem i zvýšení produktivity pro
polo-automatizované a automatizované metody svařování legovaných a nelegovaných ocelí.
Mechanismem, kterým helium přispívá ke zvýšení průvaru, je vyšší tepelná vodivost tohoto plynu.
Možnosti volby klasických a výkonnostních více komponentních směsí plynů pro jednotlivé materiály
uvádí obrázek č. 5.
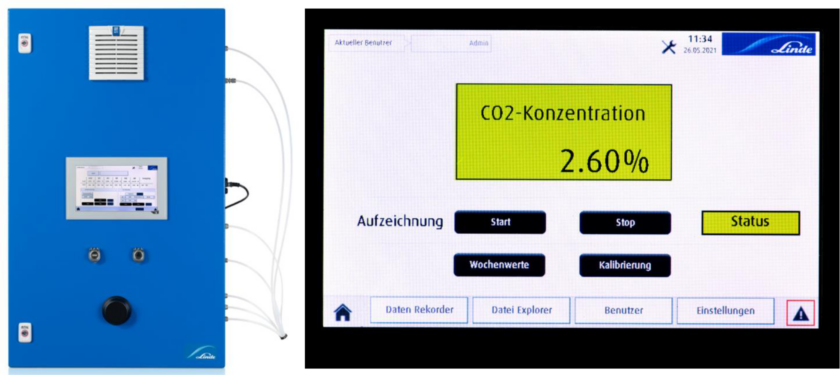
Veškeré vstupy při svařování je v současné době snahou řídit a mít v reálném čase představu o stavu
procesu svařování. Tyto snahy jsou vhodnou strategií pro omezení plýtvání způsobené generováním
neshody odhalené například až při finální kontrole produktů. Společnost Linde Gas se zaměřila na vývoj
unikátní digitálních směšovací stanice, poskytující možnost řídit podíl jednotlivých směsí a pružně
reagovat na požadavky změny ve výrobě. Zároveň se nabízí i možnost digitálního analyzátoru plynu,
který je schopen, na základě předdefinované frekvence záznamu, ukládat nebo i informovat o stavu
čistého nebo směsného plynu pomocí emailu či SMS zprávy. Ilustrační obrázek č. 6.
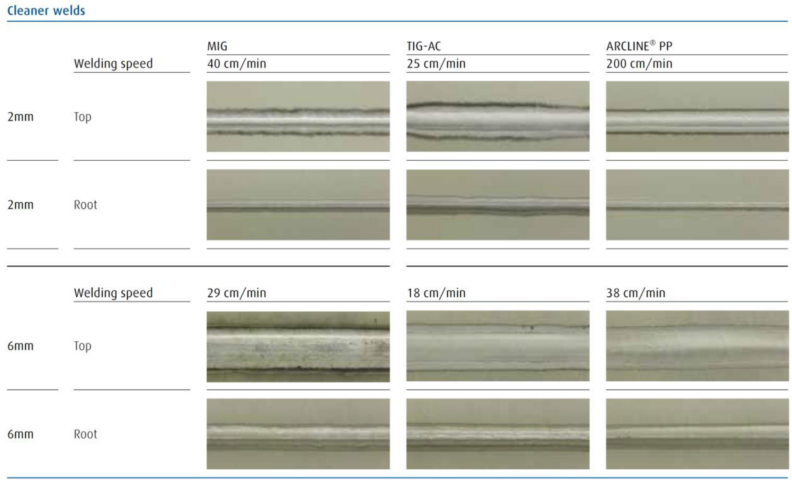
Možnost optimální volby plynu je pouze jeden článek řetězce, který zajišťuje formaci správného svarového spoje. Volba technologie svařování v současnosti velmi často nahrazuje původní úlohy plynů. Pro výše zmíněnou metodu TIG při svařování hliníku a jeho slitin, nabízí společnost Linde Gas svůj produkt řady Arcline PP (Plus Pole). Jedná se o svařování metodou TIG při využití fáze hoření směrem „k elektrodě“, tzn. zapojení v nepřímé polaritě, kdy je plus pól připojen na netavící se elektrodu. Využívá se zde „čistícího efektu“, kdy je tvořící se oxid hliníku AL2O3 odplavován ze svarové lázně. Svary zhotovené touto metodou vykazují rovnoměrnou svarovou housenku a čistý povrch svaru. Viz. obrázek č. 7.
Pro oblast svařování nerezových ocelí se vývojový tým společnosti Linde Gas zaměřil na oblast
plazmového svařování. Produkt řady Arcline PAW (Plasma Arc Welding) je výsledkem snahy vyvinout
hořák, který bude kompatibilní s většinou plazmových svařovacích zdrojů. Mezi největší přednosti
tohoto technického řešení, je spojení komplexních, mnohodílných sad standardně dodávaných hořáků,
do řešení, které obsahuje limitovaný počet komponentů s inovativním systémem skládání. Tento
přístup bajonetových zámků je ideální pro zamezení chyb operátora při výměně elektrod. Velmi
dobrých výsledků v porovnání se standartně dodávanými hořáky je odolnost proti přehřívání. Skvělých
výsledků bylo dosaženo při svařování titanu a jeho slitin. Více o výhodách na obrázku č. 6. Zobrazení
skladby hořáku je na obrázku č. 8.

Do popředí se v rámci svařovaných produktů dostávají dílce s vyšším uhlíkovým ekvivalentem. Jedná se například o oceli hardox nebo weldox. Případně součásti větších tlouštěk nelegovaných uhlíkových ocelí, které vyžadují předehřev. Předehřev materiálu pomocí kombinace acetylen – vzduch, lze dosáhnout velmi rychle efektivního náhřevu dílce pro svařování, bez nežádoucího ovlivnění struktury nebo zokujení povrchu dílce např. při použití kombinace acetylen – kyslík. Příklad ohřevu pomocí lancetového hořáku řady Lindoflamm (produkt společnosti Linde), lze vidět na obrázku č. 9.
Závěrem, volba svařovací technologie je klíčová pro nastavení vstupujících spotřebních materiálů jako je plyn nebo přídavný drát. Optimální kombinaci pro Vaši výrobu, lze konzultovat s týmem aplikačních inženýrů na níže uvedených kontaktech, kteří jsou určeni pro Vaši lokalitu. V případě zájmu nebo jakýchkoliv dotazů vzhledem k technologii svařování nebo řezání, s ohledem na použití technických plynů, nás neváhejte kontaktovat.
Čechy – Jih
Vladimír Neužil
aplikační inženýr svařování a řezání
Linde Gas a.s.
Rudolfovská tř. 637
České Budějovice, 370 01
Phone: +420.387.432.386
Fax +420.387.432.386
Mobile: +420.731.608.742
vladimir.neuzil@linde.com
Čechy – sever
Jaroslav Rubin
aplikační inženýr
Linde Gas a.s.
Hrbovická155/14
400 01 Ústí nad Labem
Phone +420.475668833
Fax +420.272.100.123
Mobile +420.731.608.728
jaroslav.rubin@linde.com
Morava
Ing. David Žáček Ph.D. IWE/EWE/IWI-C
Lead Application Engineer/Segment Manufacturing
Linde Gas a.s. Kojetínská 2922/70
750 02 Přerov
Phone: +420731608763
david.zacek@linde.com
Slovensko
Rastislav Radošinský
Application Engineer
Linde Gas s.r.o.
Tuhovská 3, 831 06 Bratislava, Slovakia
Phone +421.2.4910.2543
Fax +421.2.4910.2547
Mobile +421.903.717619
rastislav.radosinsky@linde.com