Společnost POKORNÝ spol. s r. o. je tradičním výrobcem a dodavatelem průmyslových těsnění od roku 1991. Z našich zkušeností víme, že nabídnout zákazníkovi katalog s průmyslovým těsněním nestačí. Na základě našich dlouholetých zkušeností nabízíme průmyslovým podnikům pomocnou ruku s komplexním řešením netěsností v jejich provozech. V našem oddělení Flange management pomáháme našim odběratelům optimalizovat těsnost přírubových spojů.

Postup optimalizace těsnosti spoje
Nedílnou součástí našich řešení je detailní znalost používaných maziv pro mazání šroubových spojů. V tomto dokumentu bychom se s Vámi rádi podělili o zjištění – jaký vliv má tření v závitu a pod maticí na výpočet utahovacího momentu a těsnost přírubového spoje.
Pro mazání šroubových spojů je třeba použít mazivo, u kterého jsou výrobcem uvedeny informace o součinitelích tření v závitu (𝑓𝑧) a pod maticí (𝑓𝑚). Tyto hodnoty musí být naměřeny podle normy EN 16047, která popisuje způsob a postup měření tření ve šroubovém spoji. Znalost součinitelů tření (𝑓𝑧) a (𝑓𝑚) nám říkají, v jakém poměru je šroubový spoj namáhán z hlediska krutu a tahu.
Hodnota tření uvedená výrobcem na základě jiného způsobu měření např. čtyř kuličkovým testem* nebo testem Pin-on-Disc** je pro výpočet utahovacího momentu zavádějící. Skutečná hodnota tření naměřená jinou metodou než podle EN 16047 se může významně lišit!
Na našem specializovaném pracovišti měříme součinitele tření (v závitu i pod hlavou) a jejich závislosti ve šroubovém spoji podle normy EN 16047. Měříme a porovnáváme vzájemné vlivy při utahování šroubů a svorníků ve velikostech od M10 až po M45.
Experimentální měření součinitele tření ukázalo, že rozptyl hodnot součinitele tření pro suchý ocelový povrch, v závitu i pod maticí, je značný. Chyba ve výpočtu utahovacího momentu 𝑀𝑈, může být i ±30 %.
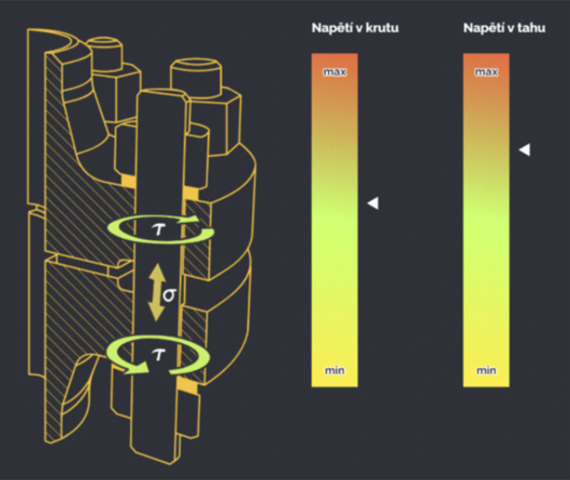
Ve šroubovém spoji je významný rozdíl mezi vlivy tření v závitu a třením pod maticí. Oba tyto parametry mají vliv na velikost i rozptyl dosaženého předpětí, avšak dopad na namáhání se liší.
Součinitel tření (𝑓𝑧) nám ovlivňuje složku krutu a součinitel tření pod hlavou (𝑓𝑚) má vliv na účinnost.
Dovolené namáhání v
krutu může být v porovnáním s dovoleným namáháním v tahu, i třetinové. Na tento
fakt je třeba brát zřetel při dimenzování šroubového spoje.
Nelze tedy vycházet z předpokladu, že součinitel tření v závitu 𝑓𝑧 a součinitel tření pod maticí 𝑓𝑚, jsou si rovny (𝑓𝑧 ≠ 𝑓𝑚). Rovněž výsledky z experimentálních měření prokázaly, že toto zjednodušení často neplatí. Počítá-li se s rovností součinitelů, pak výsledný utahovací moment může být nedostačující, nebo naopak přetěžující!
Na základě stovek měření jsme si vyvinuli a otestovali (již před více jak 10 lety) mazací systém POWER®torque LF kote 450, který nám zajistí během utahování výpočtem požadovaný neměnný součinitel tření v závitu a pod hlavou šroubu či matice. Jedná se o systém tzv. „suchého mazaní“, který je trvale ukotven do povrchu závitu. Odolává extrémnímu tlakovému zatížení, které působí na plochy závitů při jeho utahování. Mazivo trvale odděluje materiály šroubu a matice. Díky tomu nedochází k tzv. „zakusování závitů“ a spojovací materiál lze následně povolit.
Jako podporu pro konstruktéry a výpočtáře při výpočtech utahovacích momentů šroubových spojů poskytujeme výsledky našich měření tření na stránkách:
utahovacimoment.tesneni.cz
Do kalkulátoru je třeba zadat:
- Fo – požadovanou sílu ve šroubu
- velikost šroubu
- materiál šroubu
Výsledkem je utahovací momentMu a kontrola šroubu z pohledu napětí v tahu σt [MPa], krutu τk [MPa] a redukovaného napětí pro mazivo POWER®torque LF kote 450.